Modern European-tech manufacturing facility producing various grades of customized starches, sweeteners, and derivatives for global food, pharma, paper, textile, and industrial applications.
Everest Starch India Pvt. Ltd., headquartered in Gujarat, India, is a modern, European-technology facility operational since 2014. With a capacity above 600 MT per day, we specialize in producing high-quality native starches, modified starches, sweeteners, and by-products for diverse industrial applications.
We combine the technical depth of a large manufacturer with the agility of a customer-centric organization — offering responsive service, consistent supply, and application-specific innovation.
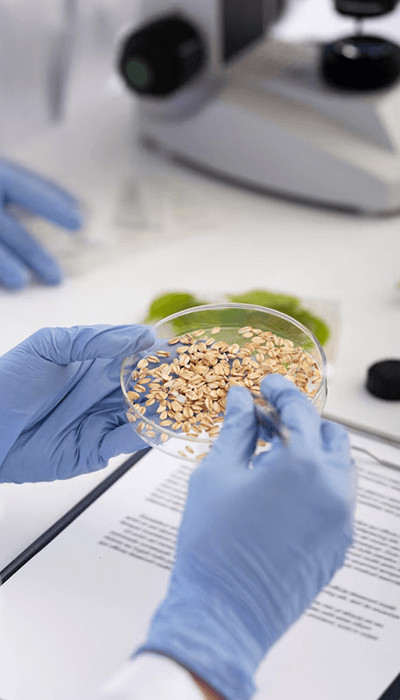
The quality management system is the key functional area to expose our products into the market. Our organization has a strong foundation of modern technology for monitoring modified starches conforming to international quality standards.
Our all Raw Materials as well finished products are tested under different parameters in house laboratory. The manufacturing process is carried out in stainless steel equipments, hygienic and closed environment.
We are awarded with food safety certifications like FSSAI, GMP, ISO 22000:2018 and Halal-MUI,FDA.
The quality management system is the key functional area to expose our products into the market. Our organization has a strong foundation of modern technology for monitoring modified starches conforming to international quality standards.
Our all Raw Materials as well finished products are tested under different parameters in house laboratory. The manufacturing process is carried out in stainless steel equipments, hygienic and closed environment.
We are awarded with food safety certifications like FSSAI, GMP, ISO 22000:2018 and Halal-MUI,FDA.
Since 2014, Everest Starch has expanded exports across Asia, Middle East, Africa, Europe, Australia,Canada and North America, earning trust as a responsive, quality-focused partner.
Why Us?
Why Choose Everest Starch
Customized & Clean-Label Solutions
We specialize in tailor-made starches and sweeteners — Native, Modified, and Pregelatinized grades — developed to meet precise application and regulatory needs.
Certified Excellence
FSSC, FSSAI, GMP, Kosher, US-FDA, HACCP, ISO 22000:2018, Halal-MUI, Export House & AEO certified — ensuring consistency, safety, and global compliance.
Fully Stainless-Steel Facility
Our 600 MT/day corn wet-milling unit in Gujarat, India, is designed to food-grade standards for unmatched purity and hygiene.
Strategic Export-Oriented Location
Close proximity (200–250 km) to major Indian ports — Mundra, Kandla, Pipavav — ensures efficient logistics and competitive freight.
R&D and Application Expertise
In-house testing and product development lab to match viscosity, moisture, and texture to customer specifications.